
| Model | International Size | Theoretical Injection Volume | Clamping Force | Space Between Tie Bars | Mould Opening Stroke |
| Servo 90E | 900H-326 | 183 | 90 | 360x360 | 330 |
| Servo 120E | 1200H-435 | 251 | 120 | 395x395 | 380 |
| Servo 150E | 1500H-614 | 366 | 150 | 425x425 | 430 |
| Servo 190E | 1900H-760 | 491 | 190 | 470x470 | 480 |
| Servo 230E | 2300H-958 | 641 | 230 | 515x515 | 525 |
| Servo 270E | 2700H-1423 | 848 | 270 | 555x555 | 570 |
| Servo 320E | 3200H-1703 | 1062 | 320 | 620x620 | 620 |
| Servo 370E | 3700H-2045 | 1308 | 370 | 700x650 | 670 |
| Servo 470E | 4700H-2862 | 1910 | 470 | 770x742 | 770 |
| Servo 570E | 5700H-4462 | 3083 | 570 | 860x800 | 860 |

SAVING ENERGY = SAVE OUR EARTH
According to various setups of molding terms, Servo E consumes 40% less energy than the machine with a variable displacement pump or inverter, and averagely 60% less compared to the machine with a fixed displacement pump.
LESS VOLUME OF OIL & COOLING WATER CONSUMED
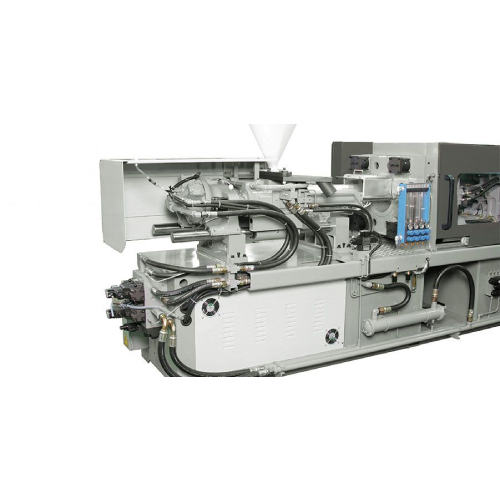
Servo E has no issues of oil heat generation caused by the flow relief valve in the IMM with a fixed pump, or oil draining by the IMM with a variable pump, so a smaller capacity of heat exchange and less volume of cooling water are required. The oil consumption is cut in half so, the oil storage and the cost of refilling are lower. The standard hydraulic design of the logic circuit shortens the response moment of the hydraulics and achieves pressure/speed control precisely.

ECONOMY SERVO ENERGY SAVER
The ASE servo pump unit consists of a servo driver from the global brand ABB, a Taiwanese, synchronous servo motor, and a German internal gear pump from Eckerle/Voith. The pressure is controlled by a proportional valve that is based on closed-loop processes, while the flow is supplied by a rotary speed servo motor, timing the displacement of the gear pump. A detecting encoder tunes the motor RPM to keep the correct speed and to get an exact system flow.
MORE BENEFITS FROM SERVO E MACHINES
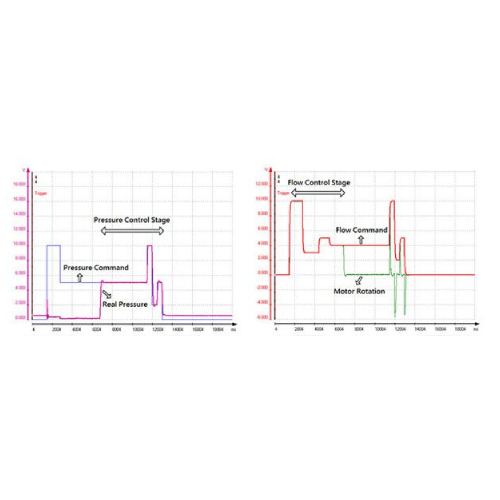
Higher Precision: The closed-loop pressure and the flow controller, perfectly, transmit commands and real values for different functions. The controller receives the commands from the PLC. It inspects the real value of the working devices, and then it gives a feedback signal to the PLC for micro-tuning. The linear tolerance and hysteresis for pressure and flow is less than 1%. It substantially improves the precision in the molding.
Stable Operation: A perfect integration of the mechanical, hydraulic and control sections for upgrading the machine performance and the molding reliability.
Sufficient Motor Torque: Even under maximum rotary speed, the servomotor is steadily producing enough torque force to avoid pressure overshoot at the transition from the injection stage to the pressure holding stage.
Related Products

Plastic Injection Molding Machine - TX Series
In Mold Labeling Turnkey Solution
PET preform equipment (PET Series)
Two Platen Plastic Injection Molding Machine - TPII SERIES

Agent Wanted – Be FCS global partners
All-Electric Two-Component Injection Molding Machine (CT-R series)
All Electric Plastic Injection Molding Machine - AE Series

Rotary Shaft Two-Component Injection Molding Machine (FB-T Series)
All-Electric Injection Molding Machine (CT-e Series)
