| Model | International Size | Theoretical Injection Volume | Clamping Force | Space Between Tie Bars | Mold Opening Stroke |
| 400MBE | 4000H-2045 | 1502 | 400 | 700x700 | 1500 |
| 500MBE | 5000H-2862 | 1910 | 500 | 780x780 | 1750 |
| 600MBE | 6000H-4462 | 2767 | 600 | 880x880 | 1800 |
| 850MBE | 8500H-4971 | 3613 | 850 | 1000x1000 | 2000 |
| 1050MBE | 10500H-7746 | 4752 | 1050 | 1100x1100 | 2350 |
| 1450MBE | 14500H-9614 | 7433 | 1450 | 1300x1300 | 2460 |
| 1850MBE | 18500H-15369 | 11486 | 1850 | 1600x1600 | 2600 |
| 2300MBE | 23000H-25143 | 18158 | 2300 | 1800x1800 | 2800 |
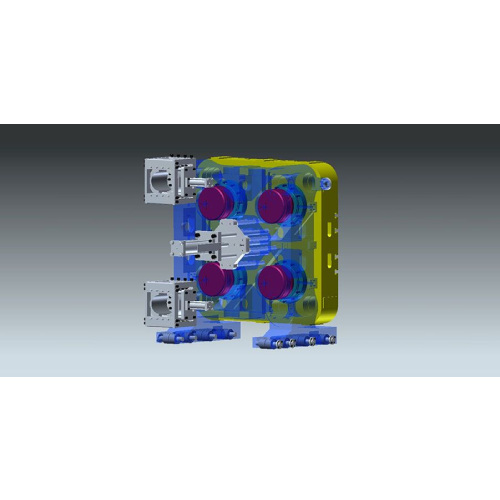
DIRECT CLAMPING FORCE BUILT UP BY MULTIPLE CYLINDERS
The actuator of the clamping force is installed on the fixed platen of the conventional two platens injection molding machine. The design of the MBE model has four sets of traveling cylinders inside of the movable platen to close the mold and to build up the clamping force at the center of the platen. Thus, the force is distributed evenly on the platen and creates zero deflection when the injection force activates. The clamping force makes a full release before the mold opens, so there is no issue of failed opening such as a mechanical deformation of the toggle under the conditions of a long cycle. The standard feature of the proportional valve with LVDT feedback achieves high precision of mold open-end position.
FLEXIBLE CHANGE TO OPENING STROKE & MOLD THICKNESS
A long opening stroke is available to provide high flexibility for a mold requiring longer thickness and can be extended if required. The maximum mold height, the daylight, or the ejector stroke, can be revised by special request. Dual traverse cylinders are installed at the opposite corner of the fixed platen to shorten the dry cycle and to ease the access to the purge area and the nozzle.

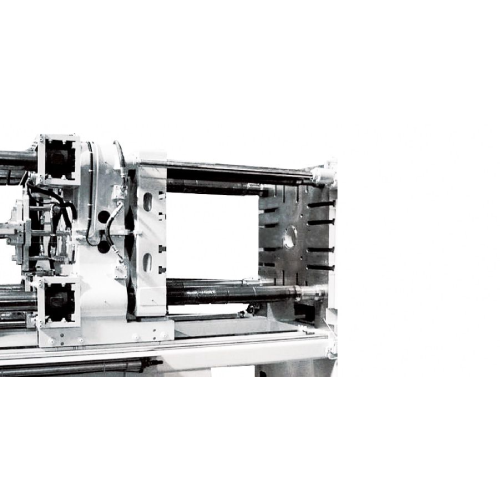
THE ZERO PLATEN DEFORMATION MAKES PERFECT MOLDING PRODUCTS
The clamping force is uniformly distributed at the center of the platen to perfectly keep the two platens parallel. The tie bars are forced averagely to each piece to avoid the issue of breaking. The clamping force release is either acting before the mold opens or before charging to reduce the time of pressure release. Simple and fast mold height adjustment. Only move the platen back by regular speed to the thickness that allows loading the mold and starts auto adjustment after installing the mold properly.
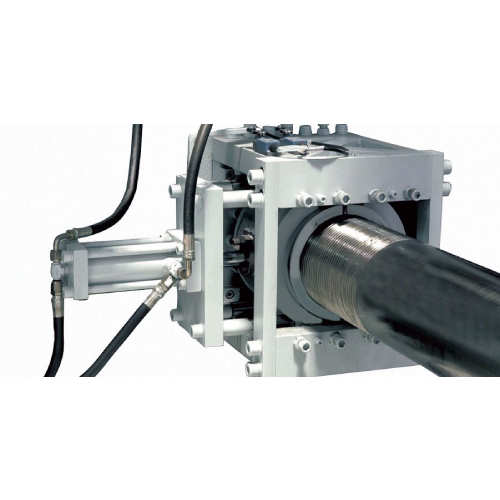
THE SPLIT NUT DESIGN OF THE LOCKING DEVICE SHORTENS DRY CYCLE
The split nut design of the locking device works for instant and precise locking force on the tie bar. Four sets of split nuts lock or unlock separately, and sensors monitor them simultaneously; once the motion is activated, the mold is able to open, or close.
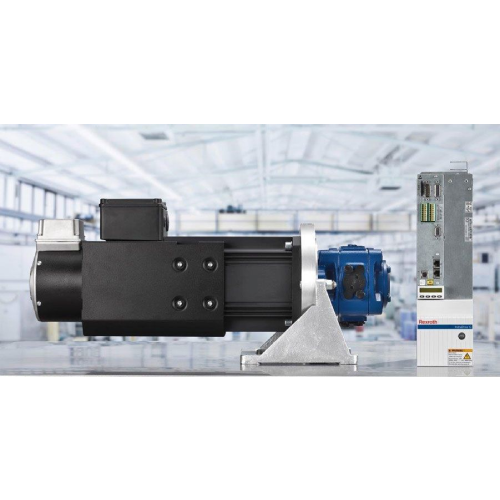
GERMAN REXROTHⓇ SERVO PUMP
The SVP system consists of one synchronous, controlled rotary-speed servomotor with a drive control section and an internal gear pump. The system software includes a set of closed loop pressure and flow controllers. Switching from flow to pressure control and backward is done automatically by the software. The controller has been optimized to avoid pressure overshoot while switching from flow to pressure control. For machines with a higher flow capacity, the Master-Slave system has one master servo unit combining single or multiple slave servo units that can provide sufficient flow for large machines.