| Model | International Size | Theoretical Injection Volume | Clamping Force | Space Between Tie Bars | Mold Opening Stroke |
| 400MBE | 4000H-2045 | 1502 | 400 | 700x700 | 1500 |
| 500MBE | 5000H-2862 | 1910 | 500 | 780x780 | 1750 |
| 600MBE | 6000H-4462 | 2767 | 600 | 880x880 | 1800 |
| 850MBE | 8500H-4971 | 3613 | 850 | 1000x1000 | 2000 |
| 1050MBE | 10500H-7746 | 4752 | 1050 | 1100x1100 | 2350 |
| 1450MBE | 14500H-9614 | 7433 | 1450 | 1300x1300 | 2460 |
| 1850MBE | 18500H-15369 | 11486 | 1850 | 1600x1600 | 2600 |
| 2300MBE | 23000H-25143 | 18158 | 2300 | 1800x1800 | 2800 |

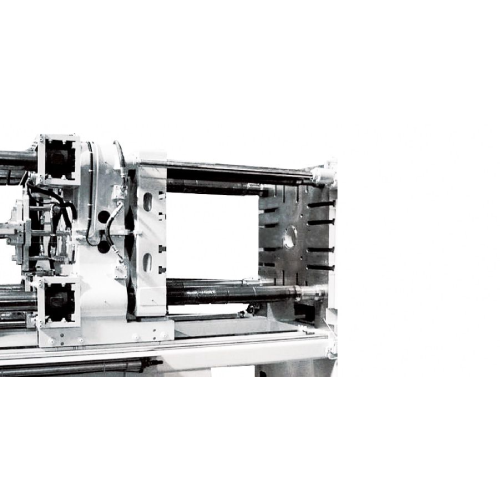
DIRECT CLAMPING FORCE BUILT UP BY MULTIPLE CYLINDERS
The actuator of the clamping force is installed on the fixed platen of the conventional two platens injection molding machine. The design of the MBE model has four sets of traveling cylinders inside of the movable platen to close the mold and to build up the clamping force at the center of the platen. Thus, the force is distributed evenly on the platen and creates zero deflection when the injection force activates. The clamping force makes a full release before the mold opens, so there is no issue of failed opening such as a mechanical deformation of the toggle under the conditions of a long cycle. The standard feature of the proportional valve with LVDT feedback achieves high precision of mold open-end position.
FLEXIBLE CHANGE TO OPENING STROKE & MOLD THICKNESS
A long opening stroke is available to provide high flexibility for a mold requiring longer thickness and can be extended if required. The maximum mold height, the daylight, or the ejector stroke, can be revised by special request. Dual traverse cylinders are installed at the opposite corner of the fixed platen to shorten the dry cycle and to ease the access to the purge area and the nozzle.